Background: European Papermaking Techniques 1300-1800
Timothy Barrett
Introduction
The following essay describes the materials and techniques used to make paper by hand in Europe between 1300 and 1800 CE. Some have questioned ending at 1800 when the real trouble with paper stability was just beginning. The 1300 through 1800 period, however, represents the rise and the slow but certain decline of hand papermaking as a major industry. In the late 1700s traditional methods were still in use in many mills. After 1800, however, the craft was rapidly changed by various “improvements,” including the papermaking machine, the universal acceptance of the Hollander beater, chlorine bleach, rosin and alum internal size, and the introduction of impure wood-pulp fibers as a substitute for rags.
What follows is an attempt to give a detailed picture of the tools and techniques used by early European papermakers to make high-quality book and writing papers. It is based heavily on an essay I first published in 1989 and it is presented again here with permission of the original publisher.1 The text draws as well on the earlier and the current research, my own experience as a papermaker, and the sources cited in the endnotes. By and large, the latter sources are well known to paper historians. In a number of instances scholars working in related fields have offered especially interesting references or made other important contributions. John Bidwell, Howard Clark, Richard L. Hills, and Leonard Rosenband gave especially generous support on the occasion of the original 1989 publication and their help remains much appreciated in the context of this website.
The literature of papermaking is sparse until the mid-eighteenth century, when the French writers Jérôme Lalande, Louis-Jacques Goussier, and Nicolas Desmarest began documenting the craft in their country.2 The absence of details from earlier periods is no doubt a result of trade secrecy, the habit of passing skills directly to family members or in-laws rather than to outsiders, and the lack of ability, time, or need to document the craft in writing.
As a result, what follows is in part generalization and in part hypothesis. Generalizations are dangerous. Attempting to describe the methods used to make paper in Europe between 1300 and 1800 in a short essay such as this is like trying to describe the methods used to make cheese throughout the continent during the same period. The raw materials, local conditions, routines, and traditions were almost certainly very diverse. But a generalization, once understood as such, is probably the best way we have of looking back over the past, especially if the subject is new to us. To hypothesize is dangerous as well, but if the hypothesis is based on knowledge and expertise, it can add considerably to our general sense of what actually transpired.
In summary, what follows is a guess, based on limited research, about what may have been the routine in a mill producing high-quality papers somewhere in Europe between 1300 and 1800. If this text broadens the reader's view of the craft only a bit, raises new questions, and inspires new research, it will be ample reward for the effort.
Readers interested in the briefest introduction to how sheets of paper were made by hand, pressed, and dried may wish to jump to the “Sheet Forming” section below. Alternatively, or in addition, they can view excellent short YouTube videos showing papermaking by hand.3 Another related site gives an interactive view of the spread of papermaking and printing across Europe during the fifteenth century.4
Timothy Barrett
August, 2011
Iowa City, Iowa
Raw Materials
Water
For anyone who has tried to make paper free of specks and other debris, it is not hard to imagine the concern about water quality in any mill where high-quality white paper was in production. For papermakers of any era, stray bits of foreign matter seem to enter the pulp no matter how much care is taken to keep them out. Diligence and attention are the only ways to win the battle. Clear, fresh water is, and was, of the essence. Lalande describes eighteenth-century water-treatment systems consisting of settling tanks and sand filters used to clear particulates from incoming process water.5 In another mill, says Lalande,
the water arrives in the stamping-troughs, only after having passed through a wicker straining basket from the canal, a water-outlet designed to precipitate the dirt, a strainer in the large settling tank, a water-outlet and a very fine grid in the small settling tank, often several piles of rags, and finally through the strainer of the small feed tank: all of these precautions have their use; one can never be too careful when it is a question of the purity of the water used on the rags and in the making of the paper.6
Alfred Shorter, in his work on papermaking in England, cites “plentiful, pure and clear or 'fair' water” as one of the essential ingredients in producing white paper of good quality.7 Separating process water from water used for power was an alternative, and often a routine necessity. A nearby spring might offer top-quality water for actual papermaking, while the immediate river would be used only for power. (This was the normal working arrangement at J. Barcham Green in England for some time, until use of the water wheel was discontinued).8
While it is unlikely that papermakers were knowledgeable about the contribution of calcium and magnesium carbonate to paper permanence, they would easily have noted the ill effects of water high in iron content by the reddish or brownish cast it gave their paper. The historical papers with lighter and less red colors analyzed during this research contained higher calcium and lower iron concentrations. Calcium compounds such as lime are known to have been use in early papermaking. Józef Drabowski and John Simmons cite F. M. Grapaldo's 1492 description of the addition of lime to the stamper pits.9 This was likely done to help swell the cellulose and expedite fiber shortening and fibrillation during stamping. Ground chalk might have been added in small amounts as a whitener to counteract the yellowing effects of retting or iron in the water. Limed skins and other animal parts used to make gelatin size may have been another source. Finally, at least a portion of the calcium compounds entered the paper via the water supply. Calcium and magnesium carbonate can appear as sources of hardness in ground and surface water. During papermaking, cellulose fiber very rapidly accumulates metals dissolved in water, be they favorable or unfavorable to the permanence of the paper.
While Lalande and other writers seem to indicate a preference for soft water free of iron and other hardness promoting components because of its apparent ability to degrease the rags more readily and dissolve sizing, it is likely that much of the available water had a degree of natural hardness. The analyses I reported on in 1989 showed considerably more residual metals in historical specimens than in modern handmade sheets produced in a laboratory with soft (deionized) water.10
In summary, if the early papermaker took care to obtain a supply of fresh water free of iron and debris, he was, more often than not, on the right track to making quality paper. The makers of many of the better-quality sheets studied during this research had to have been very aware of the quality of the process water entering their mills.
Fiber
To appreciate the nature of the rags used as raw material in early European papermaking, we need to consider textile manufacture of the period. Raw flax and hemp fiber are both naturally dark in color as a result of the encrusting plant material that remains attached to the fiber after its separation from the inner stalk or straw of the plant. Since strong chemicals and bleaches were not available at the time, it required time, considerable handwork, and patience to produce a very light-colored fabric from material woven of these fibers. A revealing chart by M. Th. Mareau (as cited by A. Proteaux) gives an indication of the work and loss occurring during the gradual transition of raw flax plants into paper.11
Figure 1. Loss in weight of raw flax during the transition into paper
| Condition of the Material | Kilograms |
|---|---|
| Raw picked flax | 100.00 |
| Dry flax | 25.00 |
| Rippled flax | 17.50 |
| Retted flax | 4.40 |
| Combed flax | 4.18 |
| Spun thread | 3.55 |
| Linen cloth | 2.84 |
| White linen | 2.41 |
| Papermaking | 1.69 |
Ignoring the steps involved in processing raw flax into linen cloth, the following account by Dr. Francis Howe, from John Horner's Linen Trade of Europe (1755; abbreviated by me), gives some idea of the work required to produce white linen fabric using “the old Dutch method.”12
After the cloth has been sorted in to parcels of an equal fineness, as near as can be judged, they are . . . steeped in water, or equal parts water and lye . . . from thirty-six to forty-eight hours. . . . The cloth is then taken out, well rinsed . . . and washed. . . . After this it is spread on the field to dry. When thoroughly dried it is ready for bucking or the application of salts. [The liquor used in bucking was made from a mixture of ashes in water.] This liquor is allowed to boil for a quarter of an hour, stirring the ashes from the bottom very often, after which the fire is taken away. The liquor must stand till it has settled, which takes at least six hours and then it is fit for use. . . . After the linens are taken up from the field, dry, they are [immersed in the lye] for three or four hours. . . . The cloth is then carried out, generally early in the morning, spread on the grass, pinned, corded down, exposed to the sun and air and watered for the first six hours, so often that it never is allowed to dry. . . . The next day in the morning and forenoon, it is watered twice or thrice if the day is very dry, after which it is taken up dry again . . . fit for bucking. . . . This alternate course of bucking and watering is performed for the most part from ten to sixteen times, or more, before the linen is fit for souring. . . .
Souring, or the application of acids . . . is performed in the following manner. Into a large vat or vessel is poured such a quantity of buttermilk or sour milk as will sufficiently wet the first row of cloth. . . . Sours made with bran or rye meal and water are often used instead of milk. . . . Over the first row of cloth a quantity of milk and water is thrown, to be imbibed by the second, and so it is continued until the linen to be soured is sufficiently wet and the liquor rises over the whole . . . [and] just before this fermentation, which lasts five or six days, is finished . . . the cloth should be taken out, rinsed, mill-washed, and delivered to the women to be washed with soap and water. [Then it was carried outdoors to be bucked yet again.] From the former operation these lyes are gradually made stronger till the cloth seems of a uniform white, nor any darkness or brown color appears in its ground. . . . From the bucking it goes to the watering as formerly . . . then it returns to the souring, milling, washing, bucking and watering again. These operations succeed one another alternately till the cloth is whitened, at which time it is blued, starched, and dried.
Horner adds:
This process, including the field bleaching, required from six to eight months to complete. At Haarlem this industry continued large and lucrative until the end of the eighteenth-century, when the modern system of bleaching by the agency of chlorine practically stifled it.
Doubtless, many rags that found their way into paper did not receive this sort of attention during their original manufacture. Rough or off-white rags and tough and strong waste material such as old ropes, sails, and canvas certainly ended up in the sorting rooms of paper mills, but such materials were set aside for making rougher-quality papers, wrapping paper, or board. Rags of the finest quality used for making better-quality paper, however, very likely started off being bleached using the “old Dutch method” described above. Thereafter such items were repeatedly washed, and used again and again until they became too weak to be serviceable and were finally collected as rags and sold to the paper mill.
The excellent formation quality apparent in some of the better historical specimens tested during this project, in combination with the rather short fiber lengths encountered during the 1989 research13 suggest that great care was taken in sorting the raw material. Less attention was necessary if a poorer-quality or thicker paper was being made. Caustic chemicals and high-pressure cooking equipment were not available to weaken a strong raw material. The stampers, though shod with iron teeth and quite capable of cutting, were slow, and prolonged time in the stamper pits cost money. Therefore, a fine-quality white paper with good look-through was most readily and economically made by first selecting well-worn white rags of a similar strength.
This step in the process, like all those that followed, required skill and experience. Women and girls worked in the rag-sorting rooms of paper mills, and the younger ones learned from their mothers or other relatives. Important sensitivities were passed from one to another while working together day after day, year after year.

Figure 2. Sorting rags into grades of varying quality and strength.
Note: This and the historical plates that follow are all from the Diderot Encyclopédie published in Paris between 1751 and 1765.14 No images have come to light that show the same steps in fourteenth- or fifteenth-century European papermaking, and therefore these rather idealized depictions of the steps in eighteenth-century papermaking workplaces will have to suffice.
Lalande indicates that the women in mills in the Auvergne sorted rags into three grades: fine, medium, and coarse. However, he adds,
"Those [mills that] wish to take even more care over the sorting have up to six compartments for six grades of rag: superfine, fine, fine seams, medium, medium seams and coarse, without taking into account the extremely coarse matter which is discarded."15
Poorly sorted rags, stronger than the rest in a graded lot, could cause those in charge of retting and stamping tremendous headaches. With regard to retting, Lalande warns that
rags with varying degrees of strength and wear react in different ways to the retting process. Some are already spoilt when others have not yet shown the effects of the first fermentation; it is necessary, therefore, to put rags of similar qualities, chosen with great care, to work together if one does not wish to run the risk of ruining the whole by the inclusion of cloth which differs radically from the remainder.16
At stamping, remaining bits and pieces of the stronger material would force the crews to prolong the stamping, to clear up the pulp, risking its ruin. Unlike the Hollander beater in which the roll-to-bedplate opening could be adjusted to minimize damage to already separated and shortened fiber, the stampers continued to work on every fiber caught under their blow. The secret of success was therefore to start with a carefully culled batch of rags of similar weight, color, and tenderness. The entire lot of fiber had to finish in the stampers at the same time. Without access to rags in a range of qualities, and skilled workers in the sorting rooms, a mill would have had no choice but to make only rougher-quality papers. Henk Voorn describes an eighteenth-century Swedish attempt to hire skilled workers from Dutch paper mills. One of the first workers to be located, Voorn tells us, was “a highly skilled sorter,” since the high quality of Dutch paper was considered to be a result, at least in part, of careful sorting of the rags.17
Regarding the use of hemp, flax, and cotton fiber in papers from this period, microscopic analyses by Thomas Collings and Derek Milner of paper specimens made in Europe between 1400 and 1800 generally showed mixtures of hemp and flax fiber with higher concentrations of hemp (e.g., 75%) during the earlier dates.18 While cotton, or cotton-containing fabrics, were available in Europe during this period, their use was not common enough to generate substantial cotton-rag material for papermaking until the nineteenth century. Cotton fiber in significant quantity is therefore rare in papers before 1800, according to these researchers.19
The question naturally arises as to the use of new fiber, in the form of waste generated during processing of plant to fiber to thread or new textile cuttings. Raw unspun fiber, thread, and unbleached cloth waste were certainly available, but their strength in combination with their often dark color would have relegated them to use only in thicker, poorer, rougher-quality papers. Whitened new material in the form of cuttings from garment making or other sources must also have been at hand, but its strength was still a disadvantage. Fermentation and stamping techniques could have been employed to reduce any type of fiber to the proper length for papermaking, but only with great expenditure of time, space, and labor. “New material,” writes Lalande, “is not altogether suitable; it takes too long to fine down.”20
While apparently new, long fibers do seem prevalent in some thick papers used as cover stock in Italian limp-paper binding, such fibers were rare in the 130 historical book-paper specimens selected for the 1989 research.21 There were only four examples (specimens P160, P153, P79, and P43). All were thin, gray, knotty, and made of pulp that seemed to consist, at least partly, of a long fiber, perhaps new flax or hemp waste, combined with recycled printed paper. One other quite long-fibered paper (G17) was noted, dating from around 1400 based on the watermark. It may have been made from raw fiber, but is more likely to have been made from select, carefully prepared rag. Generally, a wide variety of old, well-worn and tender materials formed the bulk of the rag stock in mills where high-quality book papers were being made.

Figure 3. Cutting rags into smaller pieces and removing buttons, pins, and other foreign matter.
It is worth exploring the role washing soaps, diet, and personal hygiene may have played in affecting the nature of these old hempen and linen rags before they came to the paper mills. For instance, Fernand Braudel tells us that Europeans appear to have bathed less and less from the fifteenth and into the seventeenth century, and that public baths became less prevalent after the sixteenth century.22 He also tells us that the rather high consumption of meat in Europe declined after 1550, suggesting a greater likelihood of residual animal fats in rags before that date.23 It is very likely that residual components in the rags during different eras and in different locations would have had a bearing on the chemistry of subsequent steps in papermaking, the nature of the finished paper, and the changes in paper quality and character through the centuries. Unfortunately, it has not been possible to investigate this question during this research. For the moment it remains a potential variable worthy of further attention. Whatever their specific provenance, these rags, with their unique history before arrival at the paper mill, are the main reason that the better papers of the period can never be duplicated.
Retting
Retting is perhaps the least appreciated step in the early craft of papermaking. Its widespread disappearance between the mid-eighteenth and early nineteenth-centuries may account for the general lack of attention to the process and to those responsible for it in contemporary discussions of hand papermaking. But its importance to the craft at earlier dates was evident to Lalande:
The fermentation, or retting, makes the paper uniform, binding, soft and gives it weight; if stopped too soon, the paper becomes coarse, hard, light and stiff, . . . [and the pulp] needs much more time to be worked; the starch [pulp] flies about and settles far less readily; it is a “wild” material in papermakers' terms [it forms a less even, less uniform sheet].
If, on the other hand, the rags were left to ferment too long, there would be, as far as the papermaker is concerned, a considerable wastage.
The rettery constitutes a fundamental part of a papermill; in Auvergne the standard of the mill is judged by this. The room must be vaulted for the sake of cleanliness; the more it is protected from variation in temperature, the less the manufacturer is liable to error in the time necessary for correct fermentation; and because of this the process is neither interrupted nor hurried.24
Considerable skill and experience were required to evaluate the strength of the rag and the degree of retting required to produce fibers that would respond readily to stamping yet yield an optimum-quality sheet, with minimal loss of fiber. In the more substantial and well-established mills, fermenting was the job of a specialist, who passed his craft on to his sons or other young artisans. Knowing how to ret rags was not unlike knowing how to ferment grape juice to make good wine. Our knowledge of wine making, and our respect for it, is still considerable because we have seen fit to preserve the art. If we were able to travel back in time to the age of rag fermentation for papermaking, the man in charge in a good mill would have skills that were at least as highly respected as those of the man in the same town who made good wine. Over the ages, the art of making wine in the old way has sadly, but perhaps naturally, proved to be closer to people's hearts than the making of good paper the old way.
The fermentation methods used by various mills are very likely to have differed as much as the construction and location of the mills themselves. Citing the fermentation routine at a particular mill is therefore a bit risky but probably worthwhile in light of our general lack of exposure to the technique. Lalande offers descriptions of several approaches:
In certain parts of Auvergne . . . the rettery is no more than a large basin of dressed stone for the fermentation and, so to speak, the rotting of the rags; it can be up to sixteen feet long by ten feet wide and three feet deep; the sides are cemented, but not the bottom, and the water thrown on the rags that this basin . . . contains can drain away by itself. . . . When the retting tank is full of rags, water is thrown over them until the tank is full [and is then allowed to drain] over a period of ten days, eight or ten times a day, without stirring. They are then left alone for another ten days approximately, without being watered; they are turned and the centre is brought to the surface to help the fermentation; when they have been turned, they are again left to ferment for fifteen to twenty days with the result that the rotting-down process can last up to five or six weeks; there is no fixed time limit, but when the heat has increased to the point where the hand can be left inside for a few seconds only, it is considered time to stop the process.
In the mills where there are but a few rags to be used, they are allowed to rot for a longer period, since the piles, being smaller, heat up less and with greater difficulty; so it is impossible to fix a precise duration for the retting process. It depends also on the quality of the cloth; the finer linen rots down less quickly than the coarser material and the old cloth with more difficulty than the new because the moisture content which predisposes the fiber to fermentation is greater in new or coarse cloth than it is in fine or old.25
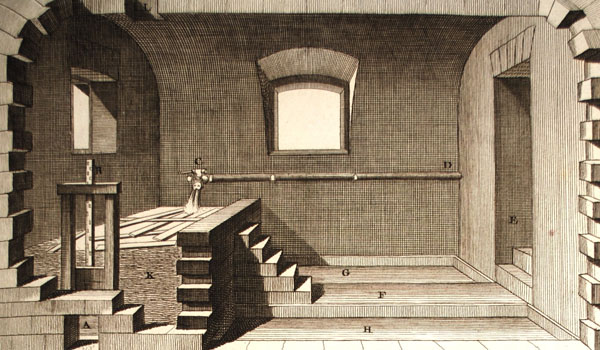
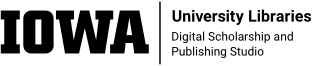
Figure 4. Rettery for fermentation of rags, which were pushed down from the sorting and cutting rooms above through the hole in the ceiling.
Lalande's latter comment about the speed of the retting action (which he attributes to variations in moisture content of the rags) is of considerable interest. Pure cellulose is quite resistant to most bacterial and fungal attack, partly because of its inaccessible crystalline structure, but also because it lacks the nutrients sought after by most organisms, including those secreting cellulolytic enzymes. Newer or less fine linens and cloths may have fermented more quickly, as Lalande reports, simply because they contained components that acted as food for a larger organism population. No mention is made in the older references surveyed for this study of the addition of materials that may have acted as a “nutrient broth,” but, as suggested earlier, residual components in the old rags themselves may have played a key role in the ability of a pile of rags to support enzyme-secreting organism growth in a relatively short time.
Proteaux cites an enlightening 1813 French description by D'Arcet and Merimée, of the effects of retting:
The first change observed in the rags, after they have been for some time in the fermenting vat, is the disengagement of a material resembling mucus, so sparingly soluble in water that it is not removed in triturating the rags, and is even found in the vat at the time of manufacturing the paper. Pulp, produced by rags thus prepared [insufficiently fermented?] retains water, so that the paper made of this material shrinks very much in drying and in consequence has neither the weight nor the size which it should have. This mucosity is more abundant in proportion as the rags are coarser, as they have been less thoroughly washed before rotting and as the air of the fermenting vessel is more stagnant. This substance decomposes as the putrefaction advances, and gives rise to a kind of white mildew, similar to that which is seen on manure; and by that time a considerable portion of the rag fibers have been reduced to mold. In regard to the quantity of water which this mucous substance in the pulp will retain, the paper resembles that made from tow, containing a great deal of gluten. Fermentation facilitates trituration by destroying the glutinous materials which unite [or are present in] the rag-fibers.26
The “mucosity” referred to here may suggest the presence of a by-product of fermentation that acted as an antiflocculant or a formation aid. Such a component in fermented pulps would help explain the excellent knot-free formation seen in some higher-quality sheets.
While each mill certainly had its own resident population of organisms adhering to rettery walls from countless previous rets, the only artificially introduced starter or catalyst commonly mentioned in historical references as an aid to fermentation is lime. As an alkali, lime served to swell the cellulose, opening it up and making it more susceptible to chemical action by the enzymes secreted by the organisms present during the fermentation. Lime may have also encouraged the growth of microbes that favored the higher pH range. Whatever the chemistry, lime so effectively contributed to the speed of the ret that it was outlawed by regulation in some areas. Curiously, in complete contradiction to Lalande's warnings about lime, D'Arcet and Merimée writing in 1813, described the use of lime to stop, rather than to accelerate, fermentation:
Lime, it is well known, has been employed at all times in our [French] paper-mills, and in some of them is so at the present day, not, however, to macerate the rags, but on the contrary to arrest the effects of maceration. When some circumstance has given rise to long delay the rags are taken out of the fermenting vessel, where they would not remain long without turning into mold, and dipped into a milk of lime. The material, when thus prepared, can be kept indefinitely. The same means are also employed to preserve the pulp, while in the condition of half-stuff.27
This approach and view more closely match my use of a slaked lime, Ca(OH)2, cook to stop a fermentation of new raw-flax fiber, kill microbes and most spores, counter the acidic pH of the ferment, and leave a residual compound that eventually will act as an alkaline reserve in the form of calcium carbonate.28 The contradictory views on lime mentioned above may be related to historical reporter or translator confusion over the form of lime employed. The more aggressive quicklime, CaO (calcium oxide), would have given much more action on the fiber than a slaked lime, Ca(OH)2 (calcium hydroxide), or old slaked lime which may have long since changed to the benign CaCO3 (calcium carbonate, limestone, or chalk).
With the possible exception of some form of lime, in most mills the only catalyst was apparently the leftover resident 'starter' from the previous fermentation. It is very likely that this was a distinctive population that evolved at each mill over many decades of repeated ferments. While early voices are generally silent on the matter, papermakers at later dates wished for an alternative to retting. Lalande lists several advantages to doing without the step:
If it were possible to destroy the strength and weave of the material and to degrease it without corrupting the substance by rotting, if one undertook the task of reducing the rags to pulp without fermentation, the paper would be stronger, less brittle and whiter. Some manufacturers say that retting gives, at least to the surface of each rag, a yellowish tinge that the mill eradicates only with difficulty and cannot eradicate completely if the material is too far gone.29
Cooking and bleaching, the modern substitution for fermentation and washing during beating, apparently came into use in Europe in the early nineteenth century. In the only such reference known to me, Proteaux cites work by Louis Piette and reprints his actual comparisons of the yields of different grades of fermented versus cooked rags.30 The same table is reproduced here as figure 5 below.
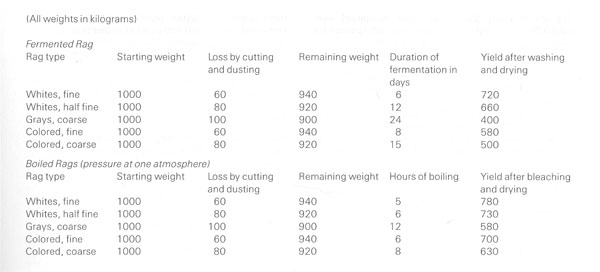
Figure 5. Piette's comparison of yields from fermentation versus cooking.
The data here show a clear yield and time advantage to the cooking approach (chemical and concentration not given), but no mention is made of the effects of the two techniques on paper quality (paper permanence, durability, performance in use, and character).
Whatever the losses, the fermentation step was crucial to the early craft. It weakened the fiber and left it more readily shortened and fibrillated at beating, it helped cleanse the rags by ridding the fiber of noncellulosic impurities, and it played a key role in determining the quality and character of the finished paper.31 As mentioned above, chemical cooking and bleaching are used today to produce similar effects, but after fiber selection, Hollander beating is the key controlling factor used by the contemporary hand papermaker to determine the nature of the finished sheet. Relatively short variations in beating times can produce radically different papers from the same fiber. During most of the 1300–1800 period, however, fermentation was, after fiber selection, the key tool in the papermaker's hand. Beating (by stampers) played an interrelated but secondary role.
Contemporaneous descriptions of the difference between paper made with fermented versus unfermented fiber can be found in work by Desmarest and other French writers who sought explanations for what they considered to be the superior quality of Dutch papers of the late eighteenth century. One key difference was that the Dutch papers were made from unfermented rags, since the Hollander beaters were able to work the rag fiber to the proper length without preliminary fermentation treatment. In describing differences in the papers at the sizing vat, sheets made from fermented pulps were considered weak and tender or “flabby” and “impermeable.”32 There are contradictory comments with regard to absorbency, as sheets made of fermented fiber were sometimes also considered too absorbent, requiring much more size than sheets made of unfermented Hollander-beaten fiber.33 It appears that whereas insufficient fermentation left sheets very impermeable, overfermentation left them too highly absorbent, and either extreme could complicate the application of size. The Dutch sheets, on the other hand, took the size slowly but kept it very tenaciously during pressing and exchanging.
Late eighteenth- and early nineteenth-century criticism aside, the sensitive use of retting is a crucial reason for the unique look, feel, and handle of many of the best early book papers—comparable in importance to the use of gelatin sizing and loft drying, and second in importance only to the special nature of the old-rag raw material. The more subtle effects of retting on the fiber and its subsequent contribution to sheet forming, bonding, and the mechanical properties of the finished sheet remain to be investigated. In the meantime, the masterful use of retting in fiber preparation must be considered a lost art and one well worth learning again.
Intermediate Steps
Before proceeding with a discussion of beating, it is worth noting Lalande's reference to two steps that often preceded beating: cutting and washing. The rags, many of which were fermented in their full original size, were cut into pieces no larger than two inches in any dimension to facilitate the action of the stampers. Washing the rags by hand in fresh water followed in some, but not all mills that Lalande observed. The latter step was often dispensed with because of the thorough washing accomplished during beating.
Stamper Beating and Washing during Beating
Much attention has been given to the early routine use of stampers. The Hollander beater (figure 15) was invented sometime between 1650 and 1680, but it was probably not until 1740 or 1750 that it replaced stamper beating in most mills in Europe. Even at that date, many papermakers stuck to their old stampers for reasons of tradition or cost.34 There was a belief then, as there is now, that the stampers made pulp that yielded a better paper. The commonly cited reason is that stamping left the fiber longer, and research on fiber length undertaken during the 1989 project tends to support this notion.35 Fiber length in that study decreased during the period between 1400 and 1800, in good and poor papers alike.
(Other reasons for the long life of paper made from stamper-beaten fiber should, of course, also be considered and would include favorable pH and residual metals, better-quality raw materials and more careful workmanship).
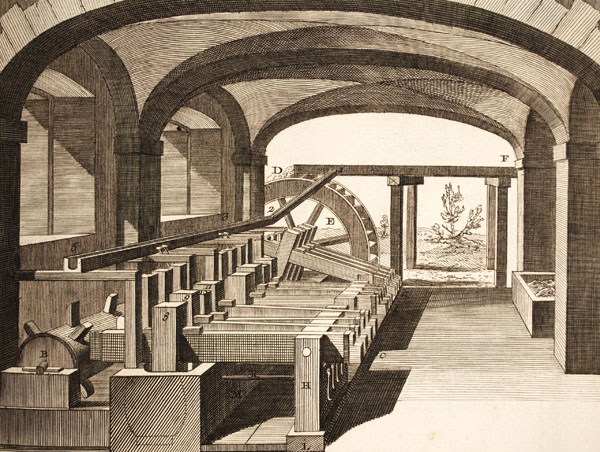
Figure 6. Diderot Encyclopédie stampers showing perspective view.36
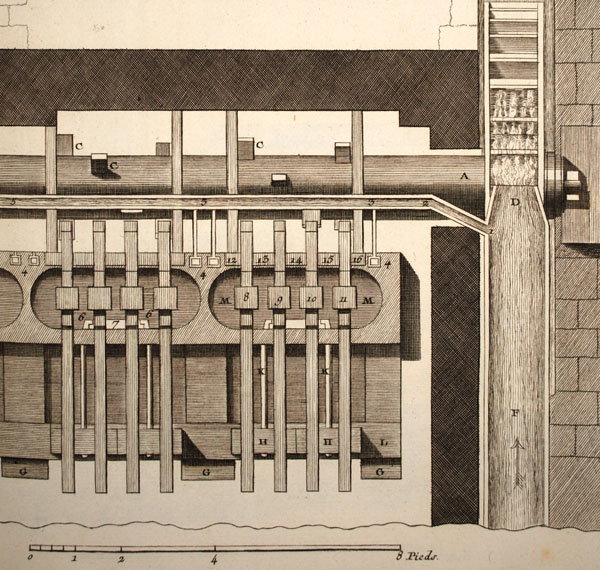
Figure 7. Encyclopédie stampers; top view.
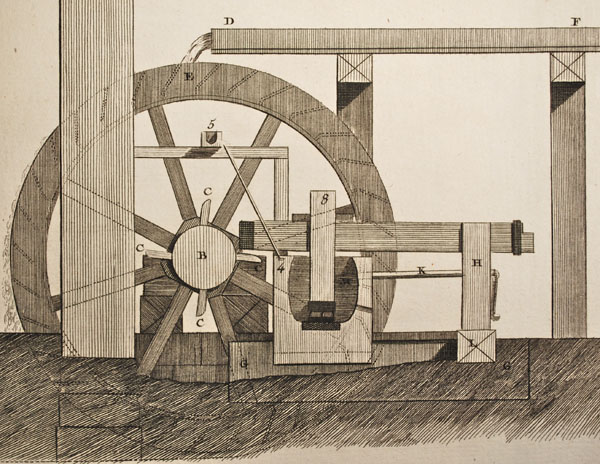
Figure 8. Encyclopédie stampers; cut-away side view.
One of the best sources for studying early stampers are the few sets of such equipment still extant at various locations in Europe. Such a study has been one of the key areas of interest of Dr. Richard L. Hills, of the International Association of Paper Historians, whose work has proved extremely helpful to this research.37 Dr. Hills generously agreed to have his previously published drawings redrawn in more detail by Howard Clark of Twinrocker Handmade Paper.38 They appear as figures 9-14 below.
Stamping equipment, like waterwheels, varied considerably depending on the country, locale, date, and the skills and background of the millwright or builder. Attempting to accurately describe the average or generic stamper setup is therefore largely futile, though necessary in any attempt to understand the general workings of the machines in more detail. The images found in numerous older references are helpful but rarely detailed enough to tell the whole story.
It is hoped these drawings will serve to clarify some questions about stamper construction and operation. It must be emphasized, however, that exhaustive drawings of these sites have yet to be made and that the images shown here are composites based on field sketches of selected pieces of equipment. They are intended to represent some of the equipment in use between 1400 and 1800.
The drawings below should be considered in combination with a review of the operational set of full sized stampers masterfully constructed in 2009 by Jacques Bréjoux, Principal Papermaker of the Moulin du Verger (papermill) in France.39
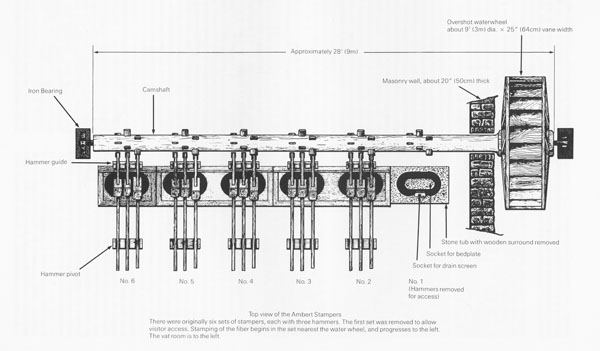
Figure 9. Richard de Bas stampers, Ambert, France; top view.40
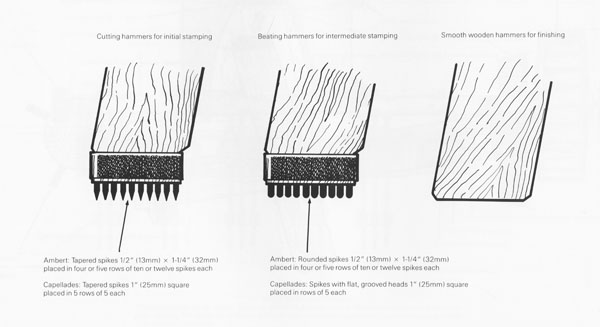
Figure 10. Stamper and nail head configurations.
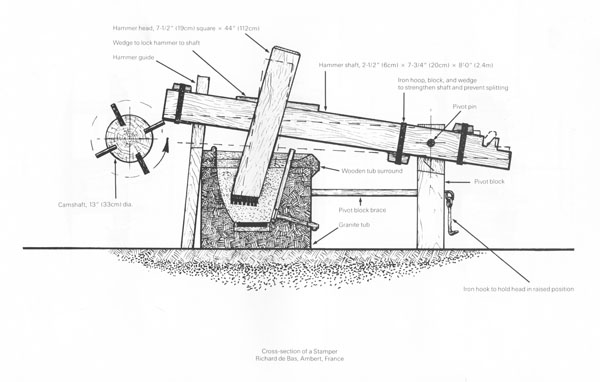
Figure 11. Richard de Bas stamper, cross section.
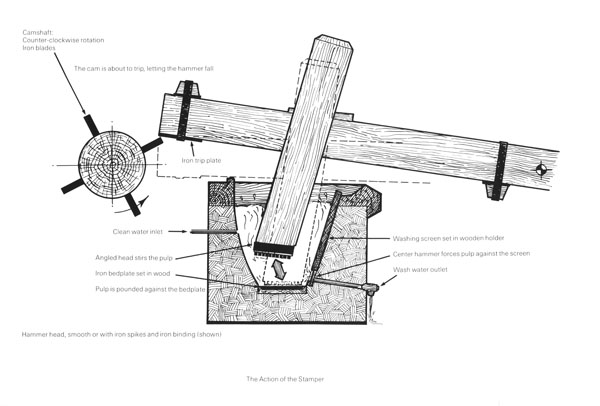
Figure 12. Richard de Bas stamper, cross section showing stamper action.
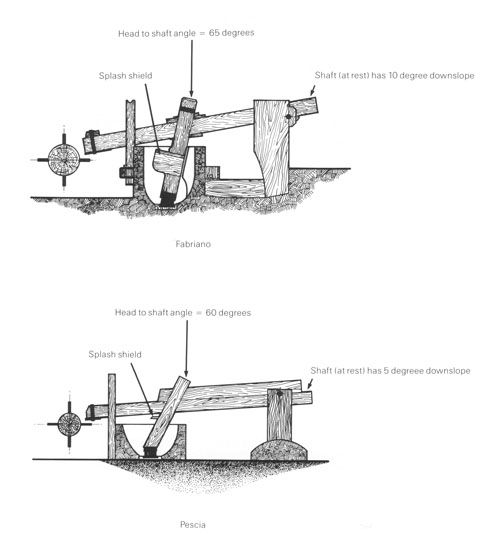
Figure 13. Variation of stamper head angles by location.
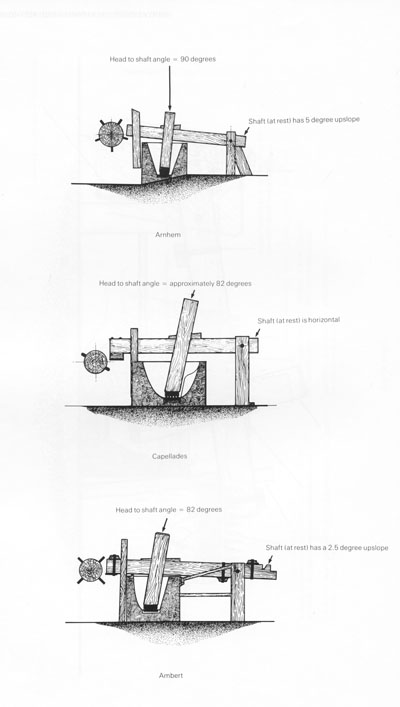
Figure 14. Variation of stamper head angles by location.
The superior condition of certain papers from earlier dates (1400–1500) has led some to speculate that stampers from that period were not shod with iron. Most historians seem to feel, however, that iron or possibly bronze “tackle” (stamper nail heads and bedplate) was a fairly early innovation (possibly circa 1300) and that between 1400 and 1800 it was much more the rule than the exception.
The general setup was to have separate pits or “troughs,” each fitted with three or more hammers. The hammers in a particular trough were all faced with tackle intended to accomplish a specific job. The first set of hammers was often shod with nails with rather aggressive heads designed expressly to cut the pieces of rag into smaller bits, a process often referred to as “breaking.” At the Papermill Museum in Capellades, Spain, spare nails still exist that show a distinct taper to a very narrow and sharp leading edge. Breaking stamper heads, like those in subsequent trough sets, worked against a bedplate of cast or wrought iron. With rags and water in place, of course, the head rarely, if ever, came in contact with the bedplate.
One of the more revealing aspects of Dr. Hills' and Lalande's work concerns the apparent attention to circulation of stuff in the trough. It seems clear that, at least in the more advanced mills, a number of details were designed specifically to promote the constant circulation, and therefore even treatment, of the rag fiber. Trough shape, hammer-head angle, hammer size, striking order of the heads, individual hammer lift distance and the consistency of the stock in the trough were all taken into consideration, monitored and altered to improve the work in hand. Dr. Hills's research makes a clear case for the slanted positioning of the stamper head at many locations. Subsequent supportive work by Howard Clark on the stampers in figures 11 through 14 indicates a considerable increase in head swept volume (and therefore pulp circulation) as the hammer angle is increased.41
Measured amounts of rags were fed into the first trough, a little at a time, according to Lalande, in order that they might not choke up and bind together.42 Once the rags had been well cut and at least partially separated into threads in the first trough, the entire lot was transferred by hand to the second trough, where the hammers were fitted with more rounded or flat, broad-headed nails designed not to cut but to fray and separate the remaining bits of rag and threads into the individual cellulose fibers required for papermaking. The latter part of the treatment in the second set of stampers softened and plasticized the fiber, and raised short, fine fibrils from the main fiber surface (fibrillation). These latter effects were greatly facilitated by the retting pretreatment. As suggested earlier, it is my suspicion, although it has not been demonstrated, that the superb formation quality evident in many of the best early papers may have been a result of self-dispersive constituents that remained in the fiber as by-products from retting and began to take effect during stamper beating.
In the third type of trough, the faces of the hammers consisted only of plain wood. Their purpose was to brush, loosen or “liquefy” the pulp, by freeing it of flocs, especially if it had been left standing or concentrated for a time. In most mills, Lalande tells us, there were usually six troughs, three for breaking, two for beating and one for brushing out. He also tells us that each hammer struck forty blows a minute when the mill was running well.43 Relatively greater space was required for breaking, probably because the rough rags required more water to circulate properly. Breaking took six to twelve hours and beating another twelve to twenty-four hours or more, depending on the strength of the material.44 In this study no figures have been calculated for estimated consistency (percentage of fiber in water), but it is clear that fluid movement of the fiber in the trough was essential. Jacques Bréjoux reports working consistencies in his stampers of 5.6% to 6.7% (56 g to 67 gr per liter of water) depending on the nature of the rags, the degree of fermentation, and the stage of the beating.45
In some mills with irregular supplies of water, a large amount of breaking was accomplished during the winter and spring floods when water power was plentiful. The resulting “half stuff” was stored in stuff chests and the beating proper was completed later, just prior to papermaking.46 Fiber might also be pressed free of excess water and kept to mellow for shorter periods before preceeding to the next step.47
As beating progressed in the breaking and beating troughs, the fiber was being constantly washed with fresh water.
This step, like fermentation, is one of the less acknowledged but essential techniques in the early process. Clear water was led into the troughs by a system of wooden gutters and channels and the dirty water let out at the same rate through a horsehair net in the wall of the stamper trough. A good deal of water was made to pass through the fiber during the long breaking and beating periods required. It seems, in a way, odd that the fine white rags that formed the raw material for making higher-quality papers would have required such continuous washing to yield a fine white finished sheet. But strong detergents with optical whiteners were not available at the time, and it is more than likely that the rags were not that light in color to begin with. Many were soiled and, as mentioned above, the retting process left the rags with a yellow tinge that papermakers always sought to remove. Because they did not have strong cooking chemicals or bleaches that would quickly yield the desired brightness, washing surfaced as the standard procedure.
The addition of a white pigment such as ground limestone, chalk or sea shells would seem to have been a possible alternative, or an additional lightening technique. Based partly on the high levels of calcium detected in some specimens, and partly on their feel and appearance, it is my opinion that such materials were occasionally added, but the practice appears rare compared to the routine use of washing.
A side benefit of washing may have been its tendency to reduce drastically the population of spore-forming microbes remaining in the rag after fermentation. When paper specimens made in the laboratory (for the 1989 research) of retted or cooked raw-flax fiber were cut into 5 x 6 mm samples and exposed to a nutrient media, the samples that had received continuous washing during beating showed little or no bacterial growth compared with their unwashed counterparts.48 Of five historical specimens in good condition in the same experiment, only one showed any inclination to produce growth (although their considerable ages were certainly a factor).
In short, washing during beating appears to have been a key aspect of the early process that not only lightened the color of the finished paper but also very probably cleansed the fiber of impurities and microbes, permitted absorption of concentrations of calcium and magnesium carbonate (when they occurred naturally in the water) and removed a certain amount of fines, thereby improving drainage and raising the concentration of longer fibers.
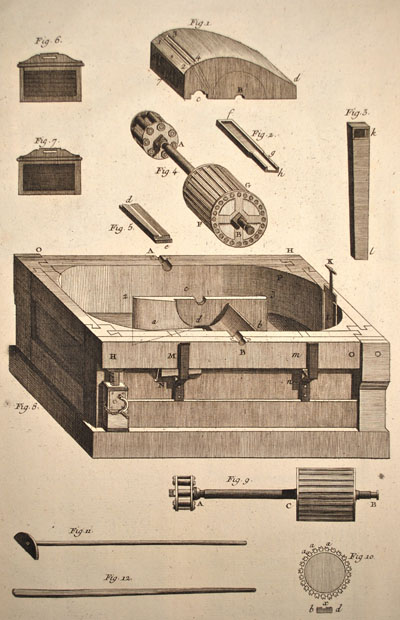
Figure 15. Hollander beater, Diderot Encyclopédie.49
The Hollander beater, a Dutch invention from the mid-seventeenth century, was designed to use windmill power and replace the heavy water wheel powered stampers that had been the standard in the papermaking trade across Europe for at least three centuries before. Rags and water were placed in an oblong tub fitted with a partition that ran along the center of its length. When power was applied the beater roll turned and pulled the rags beneath it where they were caught between the bars on the roll and the “bedplate;” another set of bars mounted permanently in the bottom of the tub. The rags circulated continuously around the tub as the bar to bar shearing action cut the rags into smaller pieces, the smaller pieces into individual threads, and the threads into fibers. Eventually the roll was lowered to shorten the fiber and fibrillate its surfaces, softening and plasticizing it at the same time. Less beating, whether in the Hollander or in the stampers, gave a more opaque, softer and weaker sheet while more beating gave a less opaque, harder, crisper, and stronger sheet.
Regarding the debate about stamper versus Hollander beaten fiber, in fact, in the hands of a skilled beaterman, a Hollander beater could be used to produce a paper with fiber as long, or longer than that produced in stampers employing the same raw material. The “fault” of the Hollander, if we choose to call it that, was in its substantially improved beating action, in particular its cutting ability. In the hands of an incompetent, or someone urged to get the job done faster, it makes it much easier to spoil an otherwise good fiber. The stampers, on the other hand were slow, and unlike the Hollanders they could not be adjusted to give a more aggressive, faster cutting action if desired (unless the pulp was beaten at a lower consistency, which would have been uneconomical). In any mill attentive to the financial realities of running a business, stamper time had its set cost. In brief, fiber was not allowed to remain in the stampers any longer than was necessary to gain the formation quality required for a given grade of paper. The gelatin size added to the finished paper made the more significant contribution to strength. The upshot of the matter was that stamper-beaten fibers very likely tended to remain longer in length than those produced in Hollanders. An unfortunate negative influence on the reputation of the Hollander was the tremendous upsurge in demand for paper that accompanied the arrival of the machine. Papermakers in the early eighteenth century were interested in any equipment that could increase their output. The Hollander offered just such a contribution, and in many cases it was used rather aggressively, with little regard for how its effects compared with those of the old stamping equipment.
It can be argued that retting had as much potential as the Hollander for spoiling an otherwise sound fiber, if not more. While this is certainly true, a secondary but crucial effect of extended retting was decreased yield, since more of the fiber was consumed or reduced to fines that were then lost during washing, or washing during beating. To summarize, retting and stamper beating were two carefully monitored steps that were allowed to continue no longer than absolutely necessary to obtain the best quality of the grade of paper in production.
It is a potentially important point, made clear by Lalande himself, and discussed briefly above, that the stampers, unlike the Hollander, did not have the capability of adjusting their action to minimize continued work on already separated and shortened fiber. In the Hollander, this important adjustment could be accomplished by varying the tolerance between the roll and bedplate. The beating action in the stampers, therefore, may have yielded papers with a wide range of fiber lengths, including both long fiber lengths as well as a considerable amount of shorter lengths and fiber fines.
It is worthy of note that when the Hollander came into common use, it too was equipped with a provision for continuous washing during beating. Hair-covered splash frames were installed within the hood over the Hollander roll in such a position that soiled half stuff or pulp was constantly thrown against the porous surface. The dirty water passed through the mesh to be caught and carried off by a waste pipe. A constant flow of fresh, clear water entered the beater tub at some other convenient location. The component parts can be seen in figure 15 above.
Lalande describes this washing system in the Hollanders he documented,50 and Dard Hunter cites an illustration of essentially the same device in Groot Volkomen Moolenboek, published in Amsterdam in 1734.51 Despite the change from stampers to Hollanders, washing during beating was still considered an essential part of the process. During washing, Lalande writes, “one can see the material grow noticeably whiter and whiter; it is on this continual renewal of the water that the whiteness and brilliant quality of the paper depends.”52 53
Completion of beating was determined by experience. When Lalande made his observations, the man in charge of pulp preparation made his decision by various experience-based techniques: squeezing a wad of pulp free of excess water, breaking it in half, and examining the length of the fiber along the break; pouring a sample of diluted pulp between two sharp-edged bowls to examine the fiber length and separation in the water or as it draped across the bowl edges; or other methods. To be ready, the stuff had to be as “homogeneous as milk” and “the consistency of butter-milk.”54 When finished, the pulp was removed from the stampers and taken to stuff chests for temporary storage prior to addition to the vats.
Sheet Forming
After considerable discourse, we arrive at the actual making of the paper—the sheet forming. But a pause at this juncture is appropriate, for the tremendous amount of water, energy, and human attention that the raw fiber has thus far received is indicative of the importance of these fiber-selection and preparatory steps. While it is true that the work that follows will have considerable influence on the quality and character of the final product, the essence of the paper, its basic type and nature, is determined in the steps before sheet forming. Throughout the history of the craft, a top-quality product could never result without careful, skilled preparation of the best available fiber. In that sense the paper has already been made before sheet forming begins; we are over the hump, and the steps that follow are only the very end of the process.
Readers unfamiliar with the construction of papermaking moulds, or the routine at the vat between vatman, coucher and layer may wish to refer to Dard Hunter's discussion of these topics concurrent with the description that follows.55
The proper consistency of the diluted stock in the vat was determined by the vatman, based on his experience and the type of paper being made. Vats observed by Lalande were heated, a development that Hunter dates from the seventeenth-century.56 Because warmer water is less viscous, the pulp drained more rapidly and more sheets could be made in less time. Warmer water was also considerably more comfortable than cold water for the vatman's hands.
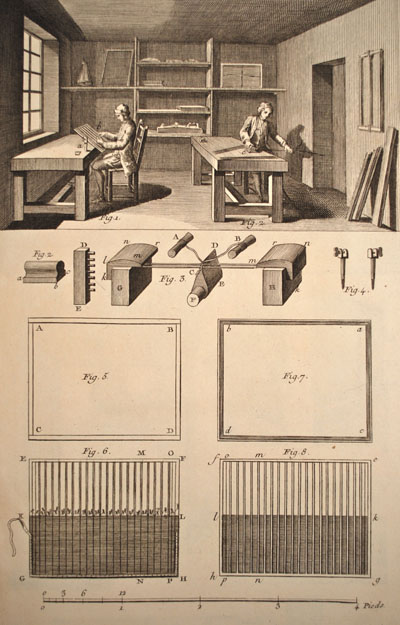
Figure 16. Mould, deckle, and mould surface manufacture.
The essential sheet-forming tool was the mould, a rectangular wooden frame covered with a woven brass-wire surface. The sievelike mould was fitted with an open wooden frame called a deckle. The mould and deckle assembly was dipped into a vat of dilute pulp and brought up level and parallel to the surface of the vat. The deckle held a layer of the pulp on the mould as water drained through the porous surface. The deckle also determined the outer dimensions of the finished paper. In Europe, papermakers worked in teams of three—a vatman, a coucher, and a layer—and used two moulds and one deckle as follows.
After dipping the mould into the vat and raising it horizontally to the vat surface, Lalande tells us,
the vatman spreads the stuff on the mould by gently shaking from right to left and from left to right, as if he wished to riddle it, until it is spread equally over the whole surface of the mould; this is known as “promener”: or to “shake”. In the same way, by another movement which is made by pushing the mould forward and pulling it back in a to and fro motion, as if riddling, the stuff binds and knits together and becomes perfect; this is known as “serrer” or to “shut” the sheet. These two movements are accompanied by a slight shake which serves to “put together” the sheet, that is to say to fix and bind it; but they are carried out very quickly with seven or eight movements of the hands and in the space of four or five seconds. Immediately this stuff, so fluid, which seems no more than slightly cloudy water, knits together. . . . In this way the sheet precipitates onto the brass screen while the water drains away through the interstices and a real sheet of paper remains on the mould.57
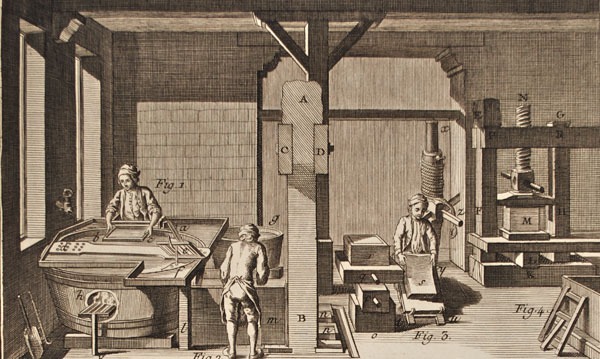
Figure 17. Vatman, coucher and layer at work.
One's characteristic “shake” could be lost, a result of too much drink, injury, old age, or other infirmity. Leonard Rosenband cites one instance of a vatman who was not rehired because “he was no longer sure of his weights” [paper thickness from sheet to sheet].58 Once the layer of pulp had coalesced on the surface of the mould, the vatman removed the deckle and pushed the mould to the coucher. Fitting the deckle to the second, empty, mould, the vatman immediately began the formation of another sheet. The coucher meanwhile grasped the first mould and, turning it upside down, pressed it with a rocking motion against a damp woolen felt, transferring the fresh sheet of paper, smooth and unwrinkled, to the surface of the felt. The empty mould went back to the vatman, who by this time had already made another sheet. The coucher covered the fresh sheet of paper with another damp felt, and the routine continued, building up a repeated sandwich, or “post,” of fresh sheets interleaved with felts.
The felts used by European papermakers during the fifteenth- and sixteenth- centuries are of special interest. Hunter provides a translation of Desmarest's 1788 description of the woven woolen material required for use in papermaking.59 But little evidence is to be found concerning the material used at the earlier dates. Only the distinctive hairy impression on certain early papers remains as testimony to the materials originally used. Hunter believes that true felts rather than woven material were used at the earlier dates, but he guesses that woven material had come into use as early as the thirteenth century.60 In one instance, I have noticed the woven (warp and weft) imprint of a well-worn felt on the surface of a sheet in a fifteenth-century printed book.
While the vatman and coucher were at their work, the layer was busy separating damp paper from felts in a previously made and pressed post. Therefore, once a fresh post of a given number of sheets (depending on size and thickness) was built up, action stopped at the vat and all available hands were called to help with pressing.
The large wooden presses with iron screws used to expel excess water were probably capable of generating thirty to fifty tons of pressure.61 By comparison, hydraulic presses used in modern hand papermaking production shops approach two hundred tons. The greater the pressure, the dryer the paper and the easier it is for the layer to handle it when it is stripped from the felt and restacked, paper on paper, into a “pack.” Some indication of the moisture content of the pressed paper and, therefore, the delicacy of the layer's work, may be gained from Lalande's description of the job:
The task of the layer demands skill and experience avoid tearing the sheets as they are lifted from the felts. It is suitable only for people who have practiced it from an early age and not for uneducated, inexperienced country-folk. So in small, out of the way mills, when one cannot choose the workmen, sometimes up to a third of the paper is spoilt, and almost always through some fault in this operation or in that of the drying loft. It is therefore of some utility to examine in detail this operation and the great care it demands of the layer: We shall see that of the three vatmen [workers] it is he who must be the most skillful.62
Dard Hunter's images of the layer at work in French mills of the 1930's show sheets being stacked on a sharply inclined easel.63 This is the only way for a single worker to stack paper that is still quite damp. The engraving of the layer in Lalande's work shows the same easel used to make up the pack. Because of the relatively light pressing, in all likelihood the paper was still quite damp and tender. Subsequent pack pressing in smaller presses at much less pressure could be used to expel excess water.
An additional effect of pack pressing was increased smoothness of the sheet surfaces. In fact, “exchanging” or shuffling the sheets between repeated pack pressings was seen as vital to a smooth and beautiful finish.64 In some mills, the exchange was considered an essential part of the process:
In the exchange, the leaves are lifted one by one, and replaced one above the other in a different order from that which they at first occupied. The person charged with this work takes alternately a leaf from two posts [or packs of previously pressed damp paper] placed beside him and makes of them a new one, in such a way that the middle leaves are at the outside, and vice versa. The grain of the paper is softened, the pulp acquires a greater degree of firmness, and assumes the velvety feel which characterizes the Dutch papers where the exchange is universally practiced. After four or five such operations, alternating with pressure growing stronger as the paper gains consistency, the leaves are carried to the drying room.65
In summary, as he stacked the freshly made paper the layer was supplying felts to the coucher, allowing the coucher and vatman to continue with their work until the the next post was built up. Thus the three worked in unison, their motions and actions coordinated during the production of each post. Depending on the size, weight and quality of the paper type being made, a skilled three person team could produce between fifteen hundred and four thousand sheets a day.66 For those of us learning the craft today, these are staggering numbers; but at the time they were quite routine.
The length of the working day varied with the mill and the season, and was based not on hours but on a set quota of posts of a given type of paper expected per day. When the agreed upon quota was reached, the day was finished. When the seasons changed and the days grew shorter, work by candlelight was probably necessary in many mills. Rosenband says that at the Montgolfier mill in Vidalon-le-Haut, circa 1800, daylight alone sufficed from May 1 through July 31, but for other months, the table in figure 18 (below) applied.67
Figure 18. Table of papermaking by candlelight; months and hours.
| Month | Candlelight hours |
|---|---|
| August | 0.5 |
| September | 1–2.5 |
| October | 4.25 |
| November | 5.75 |
| December | 6.75 |
| January | 5.75 |
| February | 4.75 |
| March | 3 |
| April | 2 |
Drying
After pressing, the paper was taken to the lofts to dry. “Spurs,” or groupings of seven or eight sheets, were hung over ropes made of horsehair or cow's hair coated with beeswax. The number of sheets in each spur varied with the size and type of paper. To prevent the spurs from separating into individual sheets during drying, the paper was hung so that the air coming into the loft flowed against the face of the paper and not against its edges. Hunter claims that drying in this manner (as opposed to sheet-by-sheet drying) left the paper smooth and free from excessive curling.68
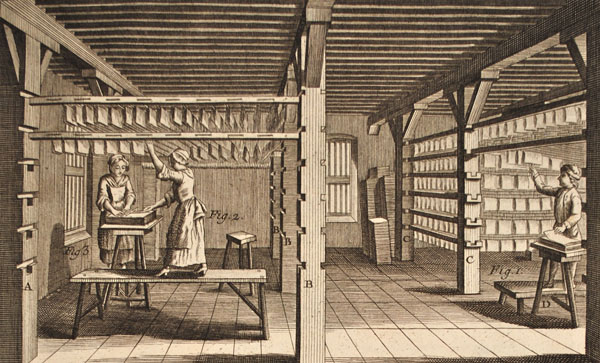
Figure 19. Drying loft.
It is interesting to speculate that the unique well-worn, highly fermented, fiber may have left a relatively slow-drying, low-shrinkage paper prone to drying quite flat, possibly as a result of naturally occurring humectants.69 Hunter does address the not uncommon ailment of paper in some European books where the entire text block bulges in the center, “causing the leaves to lie in ridges, somewhat in the shape of a diamond.”70 Hunter attributes this defect to the paper not having been exchanged or pressed sufficiently, the resulting excess weight causing the sheets to stretch on the drying ropes, and bulge in the center. While this, and too rapid drying, may have been important contributing effects, stretch caused during printing is the more likely source of the problem.
Despite the large numbers of very flat papers extant from the period examined, loft drying of waterleaf or sized papers was very probably not easy. Forming smaller sheets to begin with, or cutting larger sheets down to make books, minimized the problem. Slow drying was considered essential to minimize cockling and subsequent problems with gelatin sizing.71 The maturing of the paper under weights, and centuries of storage of artifacts on paper under pressure of one kind or another (most often in the binding of a book) have all contributed to a contemporary perception that early loft drying resulted in flat paper. While important factors may have made the early European papermakers' loft drying job much easier than that of a modern papermaker working with new, chemically processed fiber, the early paper most certainly did not dry completely flat at the outset.
Drying the paper in freezing weather could considerably alter the nature of the finished sheet and its drying characteristics. In 1985 I accidentally freeze-dried five hundred sheets of book paper made from unfermented, lime-cooked, new unbleached cotton muslin cuttings. The paper, which normally dried somewhat cockled, off-white in color, and slightly transparent, instead ended up quite flat, very white, and much more opaque, as well as softer and weaker. Undoubtedly these changes were a result of interrupted bonding caused by the freezing. The customer, instead of complaining, claimed the paper was some of the most gorgeous he had ever printed on and begged for more to be made. Lalande comments on the purposeful freezing of half-stuff, but references to the intentional freezing of finished sheets are more rare.72 Nevertheless, the technique might have been routine during winter papermaking in the more northern countries. Once dried, a worker took the sheets down and stacked them, working the spurs at the same time to loosen the individual sheets from one another and consolidating the pile. From there the paper was taken to be sized.
Sizing
Along with the unique raw material, retting, and washing during beating, gelatin surface sizing was a key source of the distinctive quality of many early European handmade papers. There was typically more gelatin in historical European papers than any other ingredient other than the cellulose fiber itself. In Western papermaking gelatin size was used routinely until the nineteenth century, and it is occasionally used today in the manufacture of specialty and conservation papers.
As a result of having been made from old well-worn rags, a vast majority of high-quality book and writing papers from the 1300–1800 period were not especially strong after drying. It was only with the final addition of gelatin that a supple, pliant, yet durable and long-lasting paper was obtained. In addition to acting as a size in the normal sense by increasing a paper's resistance to the penetration of liquids (such as ink and other aqueous media), gelatin surface size significantly improves the paper's abrasion and soiling resistance and other mechanical properties (with the exception of tear resistance, which usually falls). In addition, when dampened, gelatin-sized sheets take on much of their former softness and absorbance, permitting efficient printing. After redrying, the paper again acquires its superior mechanical properties.
Gelatin size allowed the papermaker to work with weakened, readily shortened fiber, to gain a well-formed, economically produced waterleaf sheet. The gelatin size then gave the strength and other properties required for end use. If the papermaker had to produce the same strength and end-use characteristics from fiber alone, then poor formation, and/or prolonged beating times would have been necessary. Decline in the use of gelatin surface size in favor of neutral-pH, cellulose-reactive internal sizes is a key reason for the change in the nature of modern versus earlier (even prewar) European handmade papers.
Voorn tells us that starch sizing, as employed in the Moslem world, was the normal procedure in Europe until about 1275. Between 1275 and 1300, gelatin sizing was in its experimental state, and after 1300 the use of gelatin was the standard. He also tells us, however, that “R. Kobert, the German, has proved that even after 1300, several mills continued to use starch.”73 None of the 130 historical specimens in the 1989 research tested positive for starch with iodine solution.74 Hunter cites 1337 as the probable first use of gelatin sizing in Europe.75
Sizing work was occasionally jobbed out, but more often than not it was the responsibility of an in-house specialist. Preparation of the size involved boiling animal parts or, as Lalande puts it,
scrow collected from tanners, chamoisers, tawers, or whiteners and even from butchers. It is made up of pieces of clippings of hide, ears, scrags, feet, tripes and other little bits and pieces of all sorts of four-footed animals, except the pig.76
Why the pig was rejected is not clear. Lalande elaborates further on the various qualities of these materials:
In the good mills the scrow of chamoisers, tawers and whiteners is used by preference. Since they use only the skins of kids, lambs or sheep it is what is known as the “brochette”; the size made from it is clearer than when supplies are taken from tanners who deal in cow, ox or calf hides. Care must be taken to full and wash them well, to rid them of the lime dust which deteriorates and dulls the size. That which is made from tanners clippings is strong but it diminishes the whiteness of the paper. The clippings of sheep skin that the fellmongers and chamoisers sell, gives a size which is whiter than the other but it is not so strong. For good quality papers parchment clippings are also used.
However the best is without doubt that beautiful isinglass used for clarifying wine, to whiten butter-muslin and polish religious ornaments. The Dutch go to Archangel to procure it and sell it throughout Europe: it is made from the skin, fins and the mucilaginous parts of a fish called huso or exossis, the great sturgeon, that the Muscovites simmer until they take on the consistency of jelly. They then spread it out as thick as a sheet of paper, and make wafers and ropes such as we receive them in Holland. But since this size is dear, one would have to be desirous of a high degree of perfection to use it in papermaking.77
Proteaux gives L. S. Le Normand's similar description of material selection for size preparation:
The papermaker desires to obtain the whitest possible size for his superfine papers; he therefore employs for this purpose the skins of small animals such as hares, rabbits or eels and the parings of leather-dressers and parchment-makers. For common papers he uses sheep's feet, the ears and cartilages of calves and such leather parings as are furnished by the tanner. Lastly, for the coarsest kinds, the feet and ears of oxen, and the cartilages of old animals are employed.78
During boiling in water, gelatin was released from the animal collagen, or connective tissue, as a dilute component in liquid form mixed with the water. Extraneous material that came to the surface was removed. After boiling and standing to clarify, the size was strained and diluted further before use. The procedures Lalande observed took between thirty-six and forty-eight hours. “It was a matter of great importance,” says Voorn, “to prepare the size very carefully, to avoid any pollution of the material and to skim and to sieve the fluid properly.”79
We know very little of earlier gelatin-sizing materials and procedures, but since a poor-quality size could spoil an otherwise carefully made sheet, it is safe to assume that the better mills hired skilled specialists to work in their sizing houses and paid higher prices for the better-quality raw materials.
The size was not made up until needed because of its tendency to spoil which limited the time it could be kept on hand for future use. Therefore in mills where there was a modicum of concern for quality the size used was always as fresh as possible.
Early on in the history of gelatin sizing it was discovered that adding alum (potassium aluminum sulfate) to the sizing tub did several helpful things. It slowed the growth of microbes, which would otherwise rapidly putrefy the gelatin; it increased the finished paper's resistance to liquids, permitting a reduction in the concentration of gelatin required; and, according to the Barrow Laboratory, it helped to stabilize the viscosity of the solution at various temperatures and concentrations.80 All of these “advantages” made alum an increasingly attractive additive, as the demand for paper increased through the centuries. Voorn suggested that the addition of alum was standard procedure with gelatin at all dates.81
Taking into account the weather, the temperature, the condition of the size, and the type of paper, Voorn states that anywhere from 5 to 40% alum was added. I assume Voorn's percentage is based on the weight of the dry gelatin, but this is not clear, since early papermakers usually worked with freshly made solutions, the dry gelatin weight of which is difficult to determine. Assuming the gelatin solution used was approximately 3%, calculation from one set of Lalande's figures suggests approximately 27% alum was being added, based on the weight of the dry gelatin.82
Lalande tells us that Roman alum was the preferred material, rock alum being reserved for ordinary papers (the chemical difference between the two is not clear).83
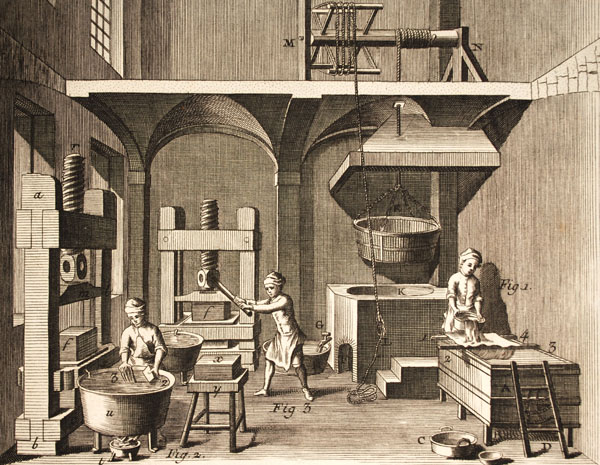
Figure 20. Gelatin sizing.
The prepared sizing was added to a large kettle and heated from beneath to keep the size warm. To apply the size, according to Lalande, spurs of fifty sheets, more or less, were plunged into the warm sizing solution. If the sheets were small, one end was held firm while the fingers on the other hand helped to open and expose all the sheets to the solution. Then the free end of the spur was grasped and the opposite end fanned or opened into the solution. This size-soaked wet spur was then lifted out of the kettle and added to a growing pile in the press. If the sheets were larger in dimensions or thin and fragile, two pieces of smoothed wood were used to distribute the grasp of the hand at one end and then the other end of the spur. The size-soaked-spurs were added to the press until some twenty-five hundred sheets had accumulated. At that point, the press was brought into action and the size was forced uniformly through the entire pile. The excess size that squeezed out dripped down the sides of the pile into a channel cut in the lower press board where it flowed back into the kettle to be kept warm and fluid for reuse.
In some mills, the repeated exchange of the damp sheets, as sometimes practiced prior to the first drying, was a crucial finishing step in sizing that helped control the final paper-drying characteristics, surface, and degree of sizing.84 Desmarest felt it was important to apply the size to slightly damp sheets at the outset for good penetration of the size.85
The sized sheets were hung in the loft to dry as before, but this time singly, otherwise they would have stuck together as the size dried. In Holland, on the other hand, the customary repeated exchange so “solidified and fixed” the size that the sheets could be hung in spurs of two to five sheets.86 Great care was taken to ensure slow drying of the paper. Otherwise, it was believed, the size would not migrate to the surface of the paper with the moisture and the dried sheet would act as if only slightly, or not at all, sized.87 Sheets that were dried too quickly would demonstrate much more effective sizing if they were redampened and then redried more slowly.88
After drying, the sheets were taken down from the ropes, spread flat, stacked, and placed in a dry press under considerable pressure for, in the mills Lalande observed, twelve hours. When removed from the press, the paper was restacked and pressed again for another twelve hours before proceeding to the finishing steps. Proteaux says that repeated final pressings, proceeding from light to heavy could be used, and that if the paper was not too dry, the work proceeded more smoothly and effectively.89
Finishing
If the end use required a smooth surface, papers were glazed by a worker using a smooth stone. The paper was spread out, according to Lalande, on a tanned chamois or sheepskin, and “the finisher passes the smooth stone, with considerable pressure, over both sides of the paper, almost always pushing the stone forwards. In this way a woman can finish six reams of crown [a common paper size] per day.”90 Writing papers were more likely to receive this treatment than printing papers, since a smoother surface was required for the even action of the pen on the page. However, the strokes of the glazier's stone can sometimes be seen in printed book leaves.91 The process is sometimes referred to as burnishing or polishing.
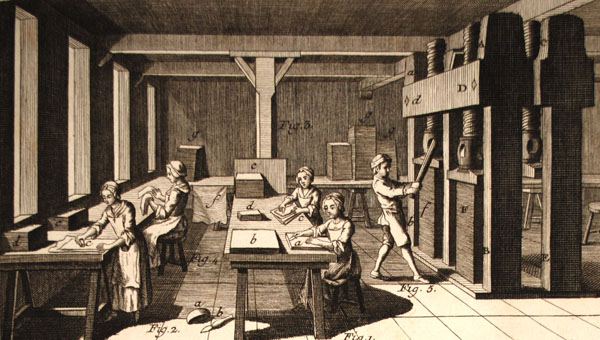
Figure 21. Glazing the finished sheets to smooth the surface for writing.
The subsequent development of the glazing hammer (which Hunter dates from the early sixteenth-century) and then mechanically driven glazing rolls in the eighteenth-century replaced this entirely hand-done operation.
Much has been said about the advantages of “maturing” a paper for a proper time before it is put to use. Certainly subtle changes take place in paper if it is allowed to cycle through temperature and humidity changes while stacked for months or years under the weight of the sheets above it. It is not clear to me, however, what specific changes could be expected. While certain specialty grades may have routinely received such treatment, it is likely that most book papers were too much in demand to warrant warehousing simply for the minor effects of maturing.
Aesthetics
Under this subject heading the 1989 publication included the following text. It appears again below only slightly amended from the original.
One's attraction to a particular piece of handmade paper is, and probably should best remain, a matter of personal preference. One person's “excellent” may be another person's “fair to good,” depending on their viewpoints. But I believe that when, even if long dialogue is required, the two parties agree that the sheet is in fact “excellent” or “good,” then the craft is advanced a degree. A common viewpoint will have been established, and certain standards recognized. Common goals begin to motivate and direct craftspeople, providing for the growth and future of the craft.
This sought-after common viewpoint does not obviate the individual view or direction. In fact, the common view probably will never actually be achieved. In the course of striving for it, however, individuals become more certain of their own goals, and the end effect is the same: the craft is stimulated and enlivened, and its future is a bit more assured. It is with these thoughts in mind that the following personal discourse is offered, not so much to convince the reader of my viewpoint, but to share my own motivations in the belief that discussion, thought and action will result, contributing in one small way or another to the future of hand papermaking.
There were a number of reasons why I undertook the original 1989 project. I wanted to learn more about the early techniques, to explain more concretely the reasons for paper permanence, and possibly to revive certain long since discontinued methods, thereby increasing the techniques available to modern makers of specialty papers. All were goals behind the work.
But the main motivation, the reason I personally wanted to do the research, was that I could not understand why many of the fifteenth- and sixteenth-century papers were so attractive to me. Why, compared with modern handmade papers, did they seem to emanate such integrity and authenticity? Was I just seeing things, reading too much into what I saw, romanticizing? Was it just a natural patina associated with age? If good formation, uniformity, and freedom from knots were common to both high-quality fifteenth- and high-quality nineteenth- (or twentieth-) century papers, why did the earlier sheets seem to have a more powerful presence than the more recent? Was there some secret to the making of these papers? And, most importantly, was there some way that similar character could be produced today using modern materials? These questions, much more than any technical or scientific issues, drove me during that study. For most of the two-and-a-half year project I remained mystified and frustrated. No answers seemed forthcoming, nothing seemed to click. And then one afternoon, while waiting for the surface pH reading on a particularly attractive leaf from 1483, I began to understand.
Up in the corner of this sheet, impressed permanently in its surface, was the indentation of a person's thumb, probably that of the layer. Placing my own thumb in that same indentation was like slipping on another man's shoe. In that gesture, I was connected, in a most intimate way, with one of the original makers. I was in 1483, or he was in 1989, and the five hundred-year interval ceased to exist. The sheet of paper with its mark of the maker took on a presence, evoked a human connection, a life that went beyond its basic utilitarian, well-made integrity.
Then I began to notice that while the thumb print was obvious, there were other less obvious marks or indicators of human interaction with the sheet, small inconsistencies in the midst of well-executed uniformity: the impression of the felt, an irregular edge, the stroke of the glazier's stone. I began to see that these less obvious indicators, (including a host of much more subtle characteristics) were also registering in my mind as many touches of the hand, as testimony to the long, long journey from a hemp or flax plant to a finished sheet of paper.
To my eye and touch, none of the intimacy between the fiber and its human handlers had been lost. The harvesting of the original plant, the retting, the processing into cloth, the slow bleaching in the sun, the countless hand washings, and the careful sorting in the loft of a fifteenth-century mill were all there in this single sheet—quiet, without labels, but still as sure, as certain, as the impression of the fifteenth-century worker's thumb.
In the papermaking steps alone, the number of human hands—skilled, sensitive, and expert hands—that had crossed the sheet was somehow manifest. “On studying the sequence of operations which finally produce paper,” says Lalande, “it can be seen that a sheet must pass through a workman's hands more than thirty times, and approximately ten times under the presses.”92
This realization was not a particularly emotional experience. In fact, it was rather a mundane, quiet observation. But hidden in the intimacy between the raw materials and the makers lies the power and beauty of handmade paper. It can be an unobtrusive utilitarian substrate, and still, at the same time, in such a subtle, effective, subversive way, it can evoke the time and care and human attention that has gone into its making. It is this essence, and this alone, that the paper machine can never duplicate.
Why then do more modern handmade sheets from even the best of our craftspeople rarely evoke the same presence? The answers by now may be clear. The raw materials of recent times are new, relatively untouched by human hands and have no story of their own to tell, as did the old rags. They need not be sorted by human hands but can be factory processed mechanically in large batches. Chemical cooks and bleaches make short work of fiber softening and whitening, and have replaced the slow, microbe-assisted early methods and the long washing in fresh water. Colors are produced artificially by adding coloring agents rather than by letting a natural tone speak of the history and personality of the fiber itself. Beating, once by necessity a time-consuming carefully watched process, proceeds more quickly today, with less hand evaluation of the progress and more electronic or mechanical monitoring of beating degree. Small bits of debris, occasional imperfections, and the imprint of the felt or hand glazing have given way to more and more identical sheets. Machine plate-calendering and consistency from sheet to sheet yield papers that, trimmed free of their deckle edges, are easily confused with quality machine-made sheets. More recently, time-consuming loft drying and in-house prepared gelatin sizing operations have given way to easier, quicker materials and methods.
In short, since the fifteenth and sixteenth centuries the intimacy between the fiber and human beings has decreased and more and more touches of the hand have been lost. Radically different time- and money-saving processes have gradually replaced the old methods. The result, even from the best shops, all too often is a paper that shows exceptional permanence, durability and performance but sadly lacks the undeniable but subtle sense that it has been made by hand.
What then is the answer for the future? How is the hand papermaker even to consider any of the older approaches and still expect to make a living? The answer is that maker and user alike must ask the same essential question: what is it about a handmade sheet that the machine can never give? Where does it come from? How does it manifest itself? The answer has to do with the issues discussed above, with the extent to which a paper has actually, genuinely been made by hand.
Such paper, when and where it is made again, will not be cheap. But the price should be asked with honor and paid with pleasure. In the multitude of applications where handmade subtleties are not essential, machine-made paper can and should be made available at lower prices.
For high-quality hand papermaking to survive and flourish, the papers must become again what they always were: made by skilled, experienced hands, slowly and carefully, of the best available materials, using processes sympathetic to the natural color and character of the fiber. Only with this approach will this generation of papermakers preserve the craft for the future, with its rich and hard-earned heritage intact.93
Over the twenty-two years since the above was written, the modern craft of hand papermaking has undergone tremendous growth and innovation. Today, while some continue to pursue traditional sheetforming with a focus on historical methods, others have reinvented the craft in a multitude of ingenious ways to make it more relevant to the present cultural moment. New techniques have made possible compelling artist's books, 2D and 3D works of art, and installation and performance pieces. In this atmosphere, the 1989 manifesto above seems in some ways short-sighted and narrow-minded. It is increasingly clear that it now represents only one papermaking aesthetic; one school of thought among many. Even in the field of standard sheetforming, varying aesthetic points of departure are now well established. In the world of fine-art lithography or intaglio printmaking the early European approach described in this work yields a paper that could easily be “too handmade,” aesthetically inappropriate, or impractical in the printmaking process. Instead, a bright white, circular sheet might be the perfect aesthetic solution. For a certain work of calligraphy, an extremely smooth, plate-calendared, lime-green paper could be the only right paper. In short, it is a sign of robust health in the field of papermaking that many schools of thought and aesthetic pursuit have developed and thrived, above and beyond the fifteenth century aesthetic described above.
Additional Information on Hand Papermaking
Readers interested in learning more about the craft of papermaking are urged to invest in a copy of Dard Hunter's Papermaking: History and Technique of an Ancient Craft.94 The book is a classic work on the subject, and the undisputed standard reference.
References and websites on traditional papermaking, modern production mills, watermark identification, paper art and the like abound and Dieter Freyer's website http://handpaper.freyerweb.at/about.php?lang=en is an excellent place to start.
If one's interest increases or is already strong, an excellent way to learn more about the world of contemporary handmade paper is to collect samples of actual available papers. Nothing can substitute for seeing, touching and even smelling paper. Go to http://handpaper.freyerweb.at/about.php?lang=en and click on “Producers.” Then contact the suppliers that appear to be closest to your areas of interest and/or location. Samples are usually not free, but they are well worth the investment if you want to develop your appreciation for handmade paper. Later, investing in full-sized sheets to build a collection may be a tempting next step.
Used bookstores are an excellent place to purchase actual historical paper specimens. Any book with a publication date prior to 1800 is guaranteed to be printed on handmade paper because the first functioning paper machines were not operational until the early nineteenth century. You are at a distinct advantage over other customers because your interest in subject or author is, in this case at least, compared to date of publication, minimal. Ask the bookstore owner if they have any pre-1800 “broken” or incomplete books. They are of little interest to most customers, but perfect for the collector of paper or typography samples.
[1] Timothy Barrett, “Early European Papers / Contemporary Conservation Papers,” The Paper Conservator 13 (1989): 1–108. See Part I, 7–27.
[2] Joseph-Jérome Lefrançois de Lalande, “Art de faire le papier,” in Description des arts et métiers, vol. 4 (Paris: Académie royale des sciences, 1761). Translated by Richard MacIntyre Atkinson as The Art of Papermaking (Kilmurry, Ireland: Ashling Press, 1976).
Louis-Jacques Goussier, “Papeterie,” in Encyclopédie, ou Dictionnaire raisonné des sciences, des arts et des métiers, vol. 11 (Paris: Briasson et al., 1765), 834–45.
Nicolas Desmarest, “Premier mémoire sur les principales manipulations qui sont en usage dan les papeteries de Hollande, avec l’explication physique des résultats de ces manipulations,” in Mémoires de l’Académie royale des sciences de Paris (Paris: Imprimerie royale, 1774); “Second memoire sur la papeterie,” in Mémoires de l’Académie royale des sciences de Paris (Paris: Imprimerie royale, 1778); “Art de fabriquer le papier,” in Encyclopédie méthodique: Arts et métiers mécaniques, vol. 5 (Paris, 1789), 463–592.
Note: Citations for the references above are from: John Bidwell’s “Recommendations for Further Reading” a bibliography given to students in the History of European and American Papermaking, a Barrett/Bidwell class offered at Rare Book School, University of Virginia.
[3] The The first YouTube link shows a short film, made by Anglia TV, describing all the processes in making fine paper including a section devoted to making and fitting a watermark to a mould. Simon Barcham Green narrates the film which was shot at Hayle Mill, his family business, located in Maidstone, Kent. The film was made in 1976 when Hayle Mill was the last full scale production papermill in operation in England. Hayle Mill continued in operation until 1987 when production ended following the deep economic recession of the early 1980s. Visit the following link and skip the first minute introduction if you wish. http://www.youtube.com/watch?v=Xs3PfwOItto. The second link http://www.youtube.com/watch?v=e-PmfdV_cZU will take you to a 2013 recreation of early papermaking work routines undertaken by Tim Barrett and his student co-workers.
[4] The site below was developed by Greg Prickman, head of Special Collections and University Archives at The University of Iowa. Go to http://atlas.lib.uiowa.edu/ click on “Paper Mills,” and “Show Pre-1450 locations,” unclick “Spread of Printing” and then adjust the chronological slider at the bottom of the screen. Re-click the “Spread of Printing” radio button or others as you wish.
[5] Lalande, “Art de faire le papier,” 10–12.
Note: This reference is occasionally viewed with reservations, first because neither Lalande nor the work’s translator, Richard Atkinson, was a papermaker. Without a working knowledge of the craft of the era, the argument goes, the document may contain unintentional but crucial mistakes. While this is a valid concern, it is also worth noting (as Henk Voorn carefully points out in his introduction to the Atkinson translation) that Lalande was a scientist. Therefore we can be confident of his ability to observe and record carefully what he was seeing or being told. As a papermaker and researcher of Japanese and other papermaking techniques, I have been much impressed with Lalande’s attention to relevant details. As to Atkinson’s translation, portions of it can be checked against a partial translation into English recently located in the Universal Magazine (London, 1762) by Colin Cohen and Geoffrey Wakeman. It has been reprinted in The Art of Making Paper (Loughborough, England: Plough Press, 1978), 5–31. In the end, although caution is warranted, the Atkinson translation is a valuable source for researchers unable to read the original French.
[6] Lalande, “Art de faire le papier,” 17.
[7] Alfred H. Shorter, Paper Mills and Paper Making in England 1495–1800 (Hilversum: Paper Publications Society, 1962), 23.
[8] Personal communication Simon Barcham Green to Tim. Barrett, circa 1992.
[9] Józef Dabrowski and John S. G. Simmons, “Permanence of Early European Hand-Made Papers,” Fibers and Textiles in Eastern Europe 11, no.1 (Jan./March 2003): 8–13. Conor Fahy confirms the practice in seventeenth-century Italy in “Paper Making in Seventeenth-Century Genoa: The Account of Giovanni Domenico Peri (1651),” Studies in Bibliography 56 (2003–2004): 243–59. doi: 10.1353/sib.2007.0006
[10] Barrett, “Early European Papers,” 80–86.
[11] A. Proteaux, Practical Guide for the Manufacture of Paper and Boards, trans. Horatio Paine (Philadelphia: Henry Carey Baird, 1866) p. 194. First brought to my attention by Paul Robbert at Western Michigan University, this reference is worthy of special note. Much of the text, including the translations cited here, was written during a period that marked the twilight of the hand papermaking industry and the dawn of the machine papermaking trade. The book seems to sit on the divide between two eras, and as such it makes fascinating reading for those interested in this period of papermaking history. It is most valuable to the present study, however, in its discussion, in a single text, of fermentation and cooking, rag and wood fiber preparation, rosin and alum internal and gelatin surface sizing, loft and machine drying, and hand and machine papermaking. The coverage of gelatin sizing techniques is especially thorough.
[12] John Horner, Linen Trade of Europe (Belfast: Linenhall Press, 1920), 368–71. Special thanks to Jesse Munn, formerly book conservator at the Library of Congress, who provided this reference.
[13] Barrett, “Early European Papers,” 40–41.
[14] Encyclopédie, ou Dictionnaire raisonné des sciences, des arts et des métiers, vol. 5 (plates), eds. Jean-Baptiste le Rond d’Alembert and Denis Diderot (Paris: Briasson et al., 1751–65).
[15] Lalande, “Art de faire le papier,” 5.
[16] Ibid.
[17] Henk Voorn, “The Story of Early Dutch Papermakers in Sweden,” The Papermaker 29, no. 1: 20.
[18] Letter from Thomas Collings to T. Barrett, February 7, 1987.
[19] Thomas Collings and Derek Milner, “The Nature and Identification of Cotton Paper-Making Fibres in Paper,” The Paper Conservator 8 (1984): 59–71.
[20] Lalande, “Art de faire le papier,” 5.
[21] Barrett, “Early European Papers,” 1–108.
[22] Fernand Braudel, The Structures of Everyday Life, vol. 1 (New York: Harper and Row, 1981), 329.
[23] Ibid., 194.
[24] Lalande, “Art de faire le papier,” 8.
[25] Ibid., 7.
[26] Proteaux, Practical Guide, 162–3. MM. D’Arcet and Merimée, Proteaux tells us, were commissioned by the Societé d’Encouragement of Paris in 1813 to investigate the means of improving the sizing of paper. Their report, according to Proteaux, is incorporated in volume 26 (1813) of the transactions of the Societé d’Encouragement, on page 439. This quotation is related to the proper preparation of pulp prior to forming sheets intended for eventual gelatin sizing.
[27] Ibid., 163.
[28] Barrett, “Early European Papers,” 73–75.
[29] Lalande, “Art de faire le papier,” 8.
[30] Proteaux, Practical Guide, 41–42. Proteaux has taken this chart from Louis Piette’s Manuel du contremaître et du chef d’atelier de papeterie (Paris: Bureau des fabricants de papier, 1861).
[31] E. T. Reese and Mary Mandels, “Enzymatic Degradation of Cellulose,”in Cellulose and Cellulose Derivatives, part 5, ed. N. M. Bikales (New York: Wiley-Interscience, 1971), 1079–94. The authors briefly mention the use of enzymes in modern machine papermaking to shorten beating time but also give a thorough description of the technical aspects of the enzymatic degradation of cellulose. In correspondence, Dr. Mandels, after first cautioning that her experience is entirely with fungal cellulases, responded to the present essay section on retting as follows: “I expect the retting organisms would rapidly consume any soluble substrates available such as sugars, then proteins and carbohydrates such as starch, hemicelluloses, and pectins, and only attack cellulose after all other substrates are exhausted. As you suggest, the amorphous portions of the cellulose would be consumed first leaving a more crystalline residue. So the duration of retting would have a significant effect on the composition of the product.” See section 3.1 of “Early European Papers” for a further discussion of the effects of retting on cellulose crystallinity and paper permanence.
[32] Proteaux, Practical Guide, 150–87. This entire discussion of sizing is worthy of attention with regard to the differences between papers of fermented and unfermented fiber. Specific references to the characteristics of papers of fermented fiber can be found on pages 159 (flabby), 153 (weak and tender during sizing), and 151, 159, and 163 (impermeable).
[33] Ibid., Commentary on the more absorbent character of sheets from fermented fiber can be found on pages 154, 169, and 171 (paper of fermented fiber requires more sizing).
[34] Ibid., 111. “Formerly the pulp was triturated by means of mallets and as late as the year 1861 the stamp-office required that these primitive engines should be used. According the last contract for stamped paper, the office authorized the preparation of pulp by the cylindrical engine [Hollander beater], now [1865] universally used. Nevertheless, some of the paper mills of Puy-de-Dome still possess a few of these mallet engines.”
[35] Barrett, “Early European Papers,” section 2.4.
[36] Encyclopédie, ou Dictionnaire raisonné des sciences, des arts et des métiers, vol. 5 (plates), Diderot & d’Alembert. Paris, Briasson [etc.] 1751–65.
[37] Richard Hills, “Papermaking Stampers—a Study in Technological Diffusion,” a paper presented at the 1984 Congress of the lnternational Association of Paper Historians. Available from Dr. Richard Hills, Stamford Cottage, 47 Old Road, Mottram Hyde, Cheshire. SK14 6LW, United Kingdom. For excellent details on French stamping equipment and other aspects of French papermaking equipment see Jean-Louis Boithias and Corinne Mondin, Les moulins à papier et les anciens papetiers d’Auvergne (Nonette: Editions Créer, 1981).
[38] Howard Clark, Twinrocker Handmade Paper, Brookston, Indiana, 47923, USA.
[39] A full description of the construction of the stampers in English is available at http://www.moulinduverger.com/papier-main/article-42.php
[40] This and the immediately following H. Clark/R. Hills stamper drawings originally appeared in Barrett, “Early European Papers,” 14–19.
[41] Howard Clark, “Stamper Comparison,” unpublished calculations based on a hypothetical stamper, showing changes in swept volume (the pulp displaced as the hammer falls and rises) when the head-to-shaft angle and shaft-to-horizontal angles were varied to match the stampers documented by Dr. Hills at Arnhem, Capellades, Ambert, Fabriano, and Pescia. Clark’s calculations show swept volume increases (over a head set at ninety degrees to the stamper arm) between 8% and 39%.
[42] Lalande, “Art de faire le papier,” 18.
[43] Ibid., 15.
[44] Ibid., 19.
[45] Email from Jacques Bréjoux to Tim Barrett, December 26, 2011.
[46] Lalande, “Art de faire le papier,” 31. “It is also believed that the humidity of this half-stuff [stuff which has been broken only] brings on a kind of fermentation which completes its softening, and weakens still further the nodules or lumps which might have escaped the action of the cylinders [Hollanders] or hammers.”
[47] R. H. Clapperton, “The History of Papermaking in England,” The Papermaker 22, no. 2 (1953): 17. Clapperton quotes from an eighteenth-century account of papermaking in England: “When the rags are beaten to a certain degree, called the first stuff, the pulp is removed into presses where it is left to mellow about a week; then it is put into a clean mortar, pounded afresh, and then removed into presses or boxes as before in which state it is called the second stuff. The mass being beat a third time till it resembles flour and water without lumps. It is thereby fitted for the pit mortar, where it is perfectly dissolved, and is then carried to the vat to be formed into paper.”
[48] Barrett, “Early European Papers,” 66–67.
[49] Encyclopédie, ou Dictionnaire raisonné des sciences, des arts et des métiers, vol. 5 (plates), Diderot & d’Alembert. Paris, Briasson [etc.] 1751–65.
[50] Lalande, “Art de faire le papier,” 20.
[51] Dard Hunter, Papermaking: The History and Technique of an Ancient Craft, (1947; repr., New York: Dover, 1978), 167.
[52] Lalande, “Art de faire le papier,” 23.
[53] Eventually more effective drum-type washing screens that ran in the Hollander tub superseded the splash frames. Hunter attributes the first use of such a device to Hall of Dartford, England, in 1832 (Hunter, Papermaking, 546). By this time, however, washing during beating had become essential, not so much to lighten the color of fermented rags, but to clear the cooking chemicals and bleaches that had replaced the more traditional steps. The small washer used in section 3.1 of the 1989 study is based on these early English washers. See Barrett, “Early European Papers,” 57–65.
[54] Lalande, “Art de faire le papier,” 19. See also 32.
[55] Hunter, Papermaking, 114–23, 177–79, 183–85.
[56] Ibid., 173.
[57] Lalande, “Art de faire le papier,” 37.
[58] Leonard Rosenband, Papermaking in Eighteenth-Century France: Management, Labor, and Revolution at the Montgolfier Mill, 1761–1805 (Baltimore: Johns Hopkins University Press, 2000), 210.
[59] Hunter, Papermaking, 181.
[60] Ibid., 181.
[61] Howard Clark, in a personal communication with Tim Barrett. Clark calculated the theoretical pressures possible using a cast-iron or wrought-iron screw 3 inches in diameter, with square threads every 1¾ inches, driven in its final stages by a 14-foot bar pulled by a rope and capstan (6-inch take-up diameter) driven by two men, each pushing a 5-foot bar on the capstan. The crucial, weak link in the press was the strength of the screw and nut threads and the entire thread-to-thread contact area, a reflection of the quality of the iron workmanship. Clark’s estimates suggested lower values (ten to fifteen tons) for smaller, poorly made presses, and higher numbers for better-made presses with a larger screw diameter (forty to seventy tons). Clark suggests that presses with wooden screws would give roughly one-third the pressure of those with metal screws of a similar diameter and quality of workmanship.
[62] Lalande, “Art de faire le papier,” 41.
[63] Hunter, Papermaking, 186–87.
[64] Ibid., 186.
[65] Proteaux, Practical Guide, 117.
[66] Lalande, “Art de faire le papier,” 38.
[67] Leonard Rosenband, “Productivity and Labor Discipline in the Montgolfier Paper Mill, 1780–1805,” The Journal of Economic History 45, no. 2 (June 1985): 442.
[68] Hunter, Papermaking, 186.
[69] Humectants (such as glycerol and sorbitol) are materials that, added to a paper, help retain moisture, thereby plasticizing the paper and slowing the drying process. It has occurred to the author that such compounds may very likely have been by-products of the fermentation process and remained in the paper even after extensive washing during beating. D’Arcet and Merimée (Proteaux, Practical Guide, 174) offer an enlightening comment on the contribution of fermentation (and the exchange) to easier drying: “The process of exchange which we derive from the Dutch, is not only intended to soften the grain of the paper and render its surface velvety, but is an absolutely indispensable operation, when unfermented pulps are employed. Whatever thickness is given to the spurs of paper, if they were hung after they had been pressed without felts ‘i.e, after a single pack press and no exchange,’ they would shrivel on drying and would be covered with wrinkles, which it would be impossible to remove.” Also (Ibid., 118): “Paper not exchanged, when dried in warm weather, shrinks, and acquires a hardness which nothing will remove.”
[70] Hunter, Papermaking, 188.
[71] Proteaux (Practical Guide, 150) quotes Desmarest: “Another disadvantage of paper too rapidly dried is that, in this condition, it forms a kind of hard board, which cannot be made soft enough to absorb the requisite amount of size.” Also (Ibid., 118): “In France, the drying-rooms are perched upon the top of the house. In Holland less elevated, and cooler stories are preferred, in order to prolong the drying.”
[72] Lalande, “Art de faire le papier,” 31: “A well run mill has normally a good supply of ‘cobre’ or half-stuff, that is to say, stuff which has been broken only and which is kept during the winter in the stuff-chests; the frost gives it a certain degree of perfection; it is even claimed that the Dutch spread their half-stuff on large sheets and expose it to the frost night and day. Armin Renker, describing traditional German papermaking techniques, writes, “Before daybreak the sheets of paper were hung to dry. In winter outdoors to freeze, in summer in a meadow, when the weather was suitable.” Armin Renker, “Some Curious Customs of Old-Time Papermaking in Germany,” The Papermaker 30, no. l (1961): 9.
[73] Henk Voorn, “A Brief History of the Sizing of Paper,” The Papermaker 30, no. 1 (1961): 47–53.
[74] The iodine solution described here was made using the recipe provided by Gaskell and consisted of 2.5 grams potassium iodide, 0.5 gram iodine, and 500 ml distilled water. (Gaskell, P., A New Introduction to Bibliography, Oxford: Clarendon Press, p. 228).
[75] Hunter, Papermaking, 475.
[76] Lalande, “Art de faire le papier,” 44.
[77] Ibid.
[78] Proteaux, Practical Guide, 141–42. Proteaux cites L. S. Le Normand, Nouveau manuel complet du fabricant de papiers, ou de l’art de la papeterie (Paris: Manuels Roret, 1833).
[79] Voorn, “Brief History of the Sizing of Paper,” 47–53.
[80] W. J. Barrow Research Laboratory, “Permanence/Durability of the Book- VII.” (Richmond, Virginia, 1974), 15.
[81] Voorn, “Brief History of the Sizing of Paper,” 47–53.
[82] Lalande, “Art de faire le papier,” 46: “The size vat is filled with equal proportions of pure water and size, for example one hundred pints of each to size fifteen reams of crown paper; three pounds of red alum which has been melted and strained several times, is added.” The two hundred French pints are equal to approximately three hundred English pints, 37.5 Imperial gallons, or 170 liters. If we assume a 3% gelatin solution, we estimate 5,114 g of dry gelatin actually in solution. The three pounds (1,362 g) of alum added therefore represent a 27% alum application, based on the theoretical weight of the dry gelatin. For more on gelatin and alum application rates see the Discussion, Chronological Plots section of this website.
[83] Lalande, “Art de faire le papier,” 46.
[84] Proteaux, Practical Guide, 146–50 (quoting Desmarest).
[85] Ibid., 150.
[86] Ibid., l56.
[87] Ibid., 123.
[88] Ibid., 162 (quoting D’Arcet and Merimée).
[89] Ibid., 125.
[90] Lalande, “Art de faire le papier,” 52.
[91] These strokes are most readily seen by holding the book in front of a light source so that the light skips off the surface of the sheet and into the viewer’s eyes. Early during the history of the craft in Europe, from the fourteenth until the late fifteenth century, most high-quality white paper was, of course, intended for writing. But after the firm establishment of printing, printing and writing grades became distinct.
[92] Lalande, “Art de faire le papier,” 56.
[93] Barrett, “Early European Papers,” 24.
[94] The Dover reprint of Hunter’s 1947 text has recently gone out of print; however, copies are still available (in 2012) at very reasonable prices through used book dealers. Try bookfinder.com or abebooks.com.